
Page 4 - Turning_catalog_INCH_2022_45_P509-690
P. 4
PARTING PARTING SELECTION GUIDE
Main Chipformers
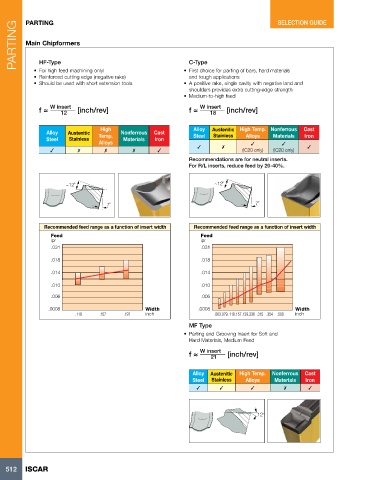
HF-Type
C-Type
• For high feed machining only!
and tough applications
• Reinforced cutting edge (negative rake) • First choice for parting of bars, hard materials
• Should be used with short extension tools • A positive rake, single cavity with negative land and
shoulders provides extra cutting-edge strength
• Medium-to-high feed
f ≈ W insert [inch/rev] f ≈ W insert [inch/rev]
18
12
High Alloy Austenitic High Temp. Nonferrous Cast
Alloy Austenitic Nonferrous Cast Stainless
Steel Stainless Temp. Materials Iron Steel Alloys Materials Iron
Alloys 3 3
3 7 3
3 7 7 7 3 (IC20 only) (IC20 only)
Recommendations are for neutral inserts.
For R/L inserts, reduce feed by 20-40%.
~12˚ ~12˚
7˚ 7˚
Recommended feed range as a function of insert width Recommended feed range as a function of insert width
Feed Feed
ipr ipr
.031 .031
.018 .018
.014 .014
.010 .010
.006 .006
.0008 Width .0008 Width
.118 .157 .197 inch .063.079 .118.157 .139.236 .315 .354 .500 inch
MF Type
• Parting and Grooving Insert for Soft and
Hard Materials, Medium Feed
f ≈ W insert [inch/rev]
21
Alloy Austenitic High Temp. Nonferrous Cast
Steel Stainless Alloys Materials Iron
3 3 3 7 3
12°
512 ISCAR