Højhastighedsfræsning (HSM) af aluminium og dets legeringer indebærer skærehastigheder, der er betydeligt højere end standardniveauer.
Denne tilgang sikrer effektiv materialefjernelse samt fremragende overfladefinish og præcision.
Selvom der ikke findes en fast definition af, hvad der udgør HSM-hastigheder, accepteres det generelt, at de ligger mellem 1,5 og 4 gange de typiske værdier.
Opnåelse af HSM-skærehastigheder kræver, at fræseværktøjer drives med ekstremt høje omdrejningstal, ofte op til 30.000 RPM eller mere.
Fra et designmæssigt perspektiv klassificeres skærende værktøjer til højhastighedsfræsning (HSM) af aluminium og dets legeringer (samlet betegnet “aluminium”) typisk i tre typer, ligesom almindelige fræseværktøjer.
- Udskiftelige værktøjer
- Massive fræsere, fortrinsvist massive hårdmetalfræsere
- (SCEM) samlede værktøjer med udskiftelige, primært wolframkarbid-skærehoveder (ISCARs MULTI-MASTER-produkter)
Bearbejdning ved exceptionelt høje omdrejningstal kræver, at fræseværktøjer kan modstå betydelige centrifugallaster, opretholde balanceringskvalitet og sikre sikkerhed.
Et centralt mål er allerede på designstadiet at opnå en massefordeling, der er teoretisk symmetrisk omkring værktøjets akse, hvilket skaber en værktøjsstruktur, der er “balance-designet”.
Denne konstruerede balance gælder for den virtuelle model og kan forståeligt nok ikke erstatte den fysiske afbalancering af det færdige værktøj.
Denne dygtige designløsning reducerer dog betydeligt den resterende masseubalance i det fremstillede værktøj og gør den efterfølgende fysiske afbalancering hurtigere, lettere og mere pålidelig.
Massive værktøjer og udskiftelige massive skærehoveder (designet efter lignende principper) er i det væsentlige monolitiske.
Dette gør det betydeligt lettere at opnå en balance-designet struktur, især ved brug af 3D-modellering i et moderne CAD-miljø.
Derimod er HSM-kravene særligt kritiske for udskiftelige fræsere, som består af flere samlede elementer.
Designet af udskiftelige værktøjer til højhastighedsfræsning af aluminium og dets legeringer fokuserer på at imødekomme forskellige specifikke udfordrende egenskaber ved HSM, såsom:
- Forebyggelse af radial forskydning af skæreenheden forårsaget af betydelige centrifugalkræfter.
- Reducering af værktøjets dele for at mindske belastningen fra centrifugalkræfter.
- Sikring af blød og let skæring, selv ved operationer, der kræver en langtrækkende værktøjskonfiguration.
- Optimering af spånrillens profil for at maksimere pladsen til spånafledning samtidig med, at værktøjskroppens kerne styrkes.
- Optimering af interne kølekanaler for effektiv køling og andre funktioner.
Værktøjerne i den første gruppe er generelle fræsere, der anvender udskiftelige skæreenheder, velegnede til bearbejdning af forskellige materialer, herunder dem, der er specifikt designet til aluminium.
Disse fræsere bruges primært til bearbejdning af mange forskellige konstruktionsmaterialer og kan benytte skæreenheder med samme grundform og referenceflader, som sikrer korrekt placering i værktøjets lomme.
Ved at montere skæreenheder med forskellige skær- og relief-geometrier kan de samme fræsere konfigureres til bearbejdning af specifikke materialetyper.
Værktøjerne i den første gruppe anvendes typisk ved skærehastigheder, der ikke overstiger 1000 m/min (3280 SFM).
Ved HSM med exceptionelt høje omdrejningstal bliver centrifugalkræfterne betydelige.
For at forhindre radial forskydning af skæreenhederne forårsaget af disse kræfter, er værktøjer i den anden gruppe udstyret med en mekanisme til fastholdelse af indsatsen.
Som følge heraf stiger skærehastighederne markant – for eksempel op til omkring 5000 m/min (16.400 SFM), når det radiale engagement er lille.
Den tredje gruppe værktøjer er udviklet til applikationer, der kræver intensive nedskæringsfræsninger.
Den aggressive skæregeometri på indsatsværktøjerne, der anvendes i disse værktøjer, muliggør skærehastigheder på op til 2000 m/min (6560 SFM).
Ved højhastighedsfræsning af aluminium påfører de høje centrifugalkræfter betydelige belastninger på indsatsens spændeskruer.
For at sikre høj pålidelighed bør disse skruer udskiftes i overensstemmelse med værktøjsspecifikke instruktioner.
Som en generel retningslinje anbefaler ISCAR, at en spændeskrue udskiftes efter hver tiende indsatsudskiftning for den indsats, den fastholder.
I nogle HSM-værktøjsdesign leveres indsatsen sammen med spændeskruen i samlede pakker.
Indsatserne og skruerne udvælges inden for snævre tolerancer for at opfylde den krævede balanceklasse for det samlede fræseværktøj. I sådanne tilfælde bør skruerne udskiftes hver gang indsatsen udskiftes.
Det er vigtigt at bemærke, at afbalanceringskravene ikke kun begrænser sig til værktøjsopsamlingen bestående af værktøjskroppen, indsatsen og fastholdelseselementer såsom skruer.
Hele værktøjssystemet – inklusive værktøjsopsamlingen, den grundlæggende adapter monteret i maskinens spindel samt eventuelle mellemled (forlængerled eller reduktionselementer) – skal være afbalanceret.
Dette strenge krav understreges også i ISO 16084-standarden.
Hvilke nye værktøjer til højhastighedsfræsning af aluminium tilbyder ISCAR kunderne? Hvilken af de ovennævnte grupper er i fokus for de seneste udviklinger?
Gruppen af generelle udskiftelige fræsere er blevet udvidet med forskellige originale designløsninger.
For eksempel omfatter sortimentet af værktøjer med runde indsatsværktøjer nu nye indsatsværktøjer beregnet til bearbejdning af aluminium og andre ikke-jernholdige metaller.
Disse indsatsværktøjer, som har en poleret topflade (skærflade) for at forbedre spånstrømmen og forhindre dannelse af påbygget materiale (BUE), fremstilles i to geometrier: én med en glat skærekant og én med en takkekantet skærekant.
Indsatser med glat skærekant anvendes typisk til semifinish-operationer, mens indsatser med takkekantet skærekant primært er designet til råbearbejdning og bearbejdning under ustabile forhold, såsom langtrækkende applikationer med stort værktøjsudhæng og bearbejdning af tyndvæggede emner (Fig. 1).
Nyligt introducerede fræsehovedindsatser med MULTI-MASTER- og FLEXFIT-gevindforbindelse, tilgængelige med mulighed for højtrykskøling (HPC), udgør et andet eksempel (Fig. 2).
Disse fræsehovedindsatser kan anvende ISCARS klassiske HELIALU-indsatser med en helisk skærekant.
Designet af kølevæske tilførsel er blevet opgraderet ved brug af beregningsbaseret væskedynamik (CFD)-modellering for at maksimere gennemstrømningen samtidig med, at trykfaldet minimeres.
Skruemonteringskonfigurationen udvider betydeligt mulighederne for tilpasning ved at gøre det muligt at anvende MULTI-MASTER- og FLEXFIT-skaft, adaptere, forlængere og reduktionselementer, som er bredt tilgængelige på markedet.
I de senere år har ISCAR fokuseret på et sortiment af udskiftelige fræsere til aluminium, designet til meget høje skærehastigheder for at øge hastigheden hvormed materialet fjernes (MRR).
Disse værktøjer er konstrueret til at forhindre radial bevægelse af indsatsen forårsaget af kraftige centrifugalkræfter.
En dedikeret låsemekanisme mod bevægelse sikrer pålidelig skæring under længerevarende højhastighedsbearbejdning (HSM). Den nyeste udvikling udvider sortimentets ydeevne med nye værktøjer, der kan anvende store indsatsværktøjer og muliggør skæredybder på op til 22 mm (Fig. 3).
Denne tilføjelse understøtter en mere effektiv udnyttelse af moderne, højtydende maskiner med højhastighedsspindler.
Det nyeste produkt, der for nylig blev præsenteret, er en 14 mm takkekantet indsats, designet til montering på eksisterende HELIALU højhastighedsfræsere.
Indsatsen kombinerer en poleret skærflade, superpositiv skærgeometri og skarpe takkekantede skærekanter for en spåndelingsvirkning.
Ved at opdele brede spåner i små segmenter forbedres spånafledningen, genbearbejdning reduceres, værktøjets dynamiske stabilitet øges, og det bliver muligt at anvende højere fremføringshastigheder, hvilket øger produktiviteten i råbearbejdning (Fig. 4).
Naturligvis er massive hårdmetalfræsere (SCEM) og samlede værktøjer med udskiftelige hårdmetalkroner også under fortsat udvikling.
De seneste innovationer omfatter flere SCEM-fræsere og fræsehoveder med forskellige profiler.
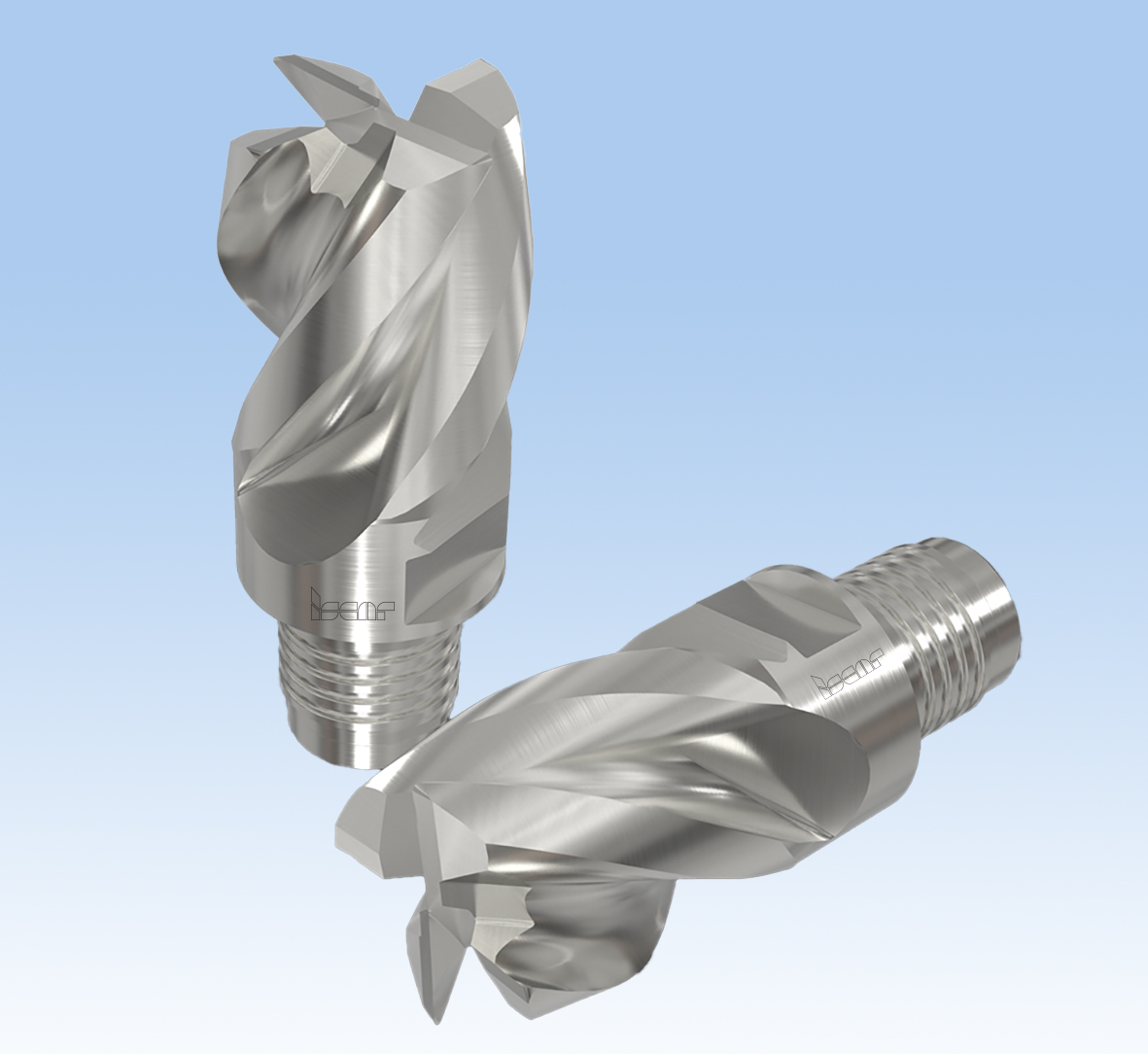
For eksempel anvender et firefuret MULTI-MASTER-fræsehoved med en diameter på 32 mm (Fig. 5) variable spiralfurer for at forbedre den dynamiske stabilitet, hvilket muliggør ensartet skæring over et bredt spektrum af operationer fra råbearbejdning til finish.
Fremskridt inden for maskinværktøjer har betydeligt udvidet grænserne for omdrejningstal og fremføringshastighed, hvilket muliggør højere skærehastigheder.
Ultrahøjhastighedsfræsning af aluminium er ved at blive en ledende arbejdsmetode, hvilket igen stiller nye krav til designet af skærende værktøjer.
Hvordan værktøjsproducenter vil imødekomme disse udfordringer, må tiden vise.