早在2000年左右,伊斯卡发布的MULTI-MASTER系列就曾在全球刀具行业中产生了深远的影响。MULTI-MASTER系列刀具在结构上有三个最显著的特征,即硬质合金刀头和钢制刀杆的组合,短锥连接以保证刀头的同心度,连接部位采用特殊的螺纹连接形式。正是螺纹连接成为了这种模块化刀具的基础。硬质合金螺纹的成功设计,实现了快速简便的刀头更换,也体现了伊斯卡“无调整时间”的刀具快换理念。螺纹连接的引入,找到了可换头组合刀具装配多种刀头的方向,现已成为行业标准。
起初,MULTI-MASTER系列仅专门用于模具行业的铣削加工。不久之后,汽车,航空航天和通用机械行业也相继开始采用。虽然铣削加工依然是MULTI-MASTER系列关注的重点,但钻削加工也开始被纳入其中。MULTI-MASTER的产品线已经极大地扩展了应用范围,现已延伸到钻孔,锪面,孔口倒角等。回顾这二十余年的发展,MULTI-MASTER系列通过高效的加工,已经找到了进入孔加工领域的方向。
MULTI-MASTER刀具的切削刃有两种制造形式。第一种形式在结构上类似多刃整体硬质合金刀具,但在总长和刃长上有所区别。更多的切削刃数可以使切削过程更加稳定和高效。这种形式的刀头由阶梯圆柱毛坯磨削而成。第二种形式的刀头则是直接烧结而成,因此磨削余量更小。通过后续的磨削工艺来控制刀头最终的形状和精度。这种形式的刀头仅有两个排屑槽,但强度更高。相比于第一种形式,这种刀头可以使用更高的每齿进给。烧结技术可以实现各种复杂几何形状的MULTI-MASTER刀头的生产加工。
刀头可以安装在各种刀体上,包括整体式刀杆,或组合式刀杆,延长杆和减径杆。刀杆是没有排屑槽的整体式旋转刀具,是圆柱或圆锥形式。其中锥形刀杆预留了更大的排屑空间。MULTI-MASTER钻头适合加工浅孔,对孔加工来说这或许是一个限制。但对于因零件形状或工装夹具要求,需要大悬深的浅孔加工来说,MULTI-MASTER的实心刀杆比常规的螺旋槽钻头刚性更好。
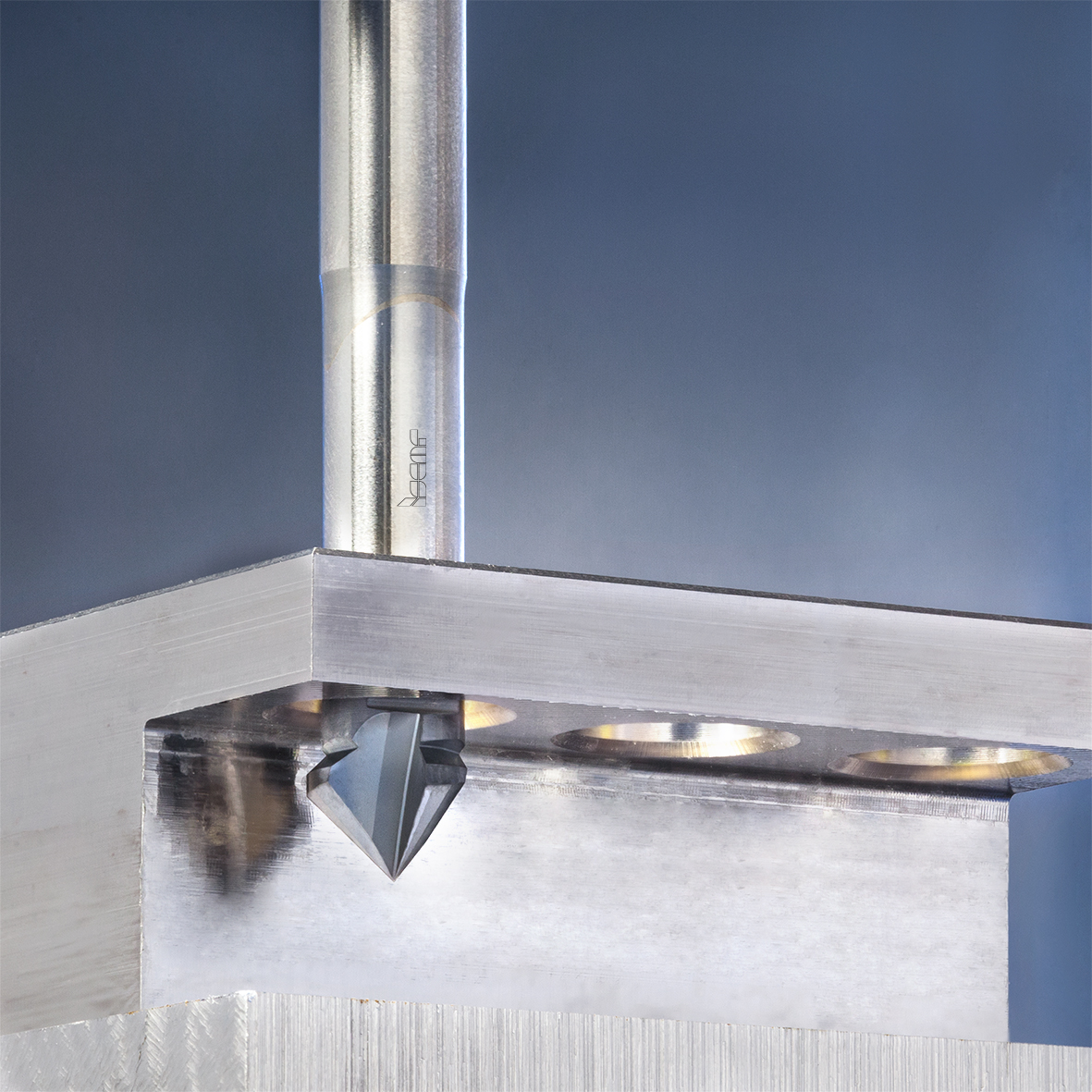
MM HCD 双刃钻是MULTI-MASTER孔加工系列中尤为突出的一款产品,拥有非常丰富的刀头规格选择,各种不同的顶角设计 – 60,80,90和120度等具有非常广泛的应用场合,如中心钻,点钻,孔口倒角和锪孔。同时,它还可以为ISO/DIN/ANSI标准的沉头螺钉,螺栓,铆钉等零件提供实心钻锥孔的工艺。如果工件已有预钻孔,可以使用多刃的MM EDF来提高倒角加工的效率。如需出口反倒角或去毛刺,这款刀头将是最佳选择。
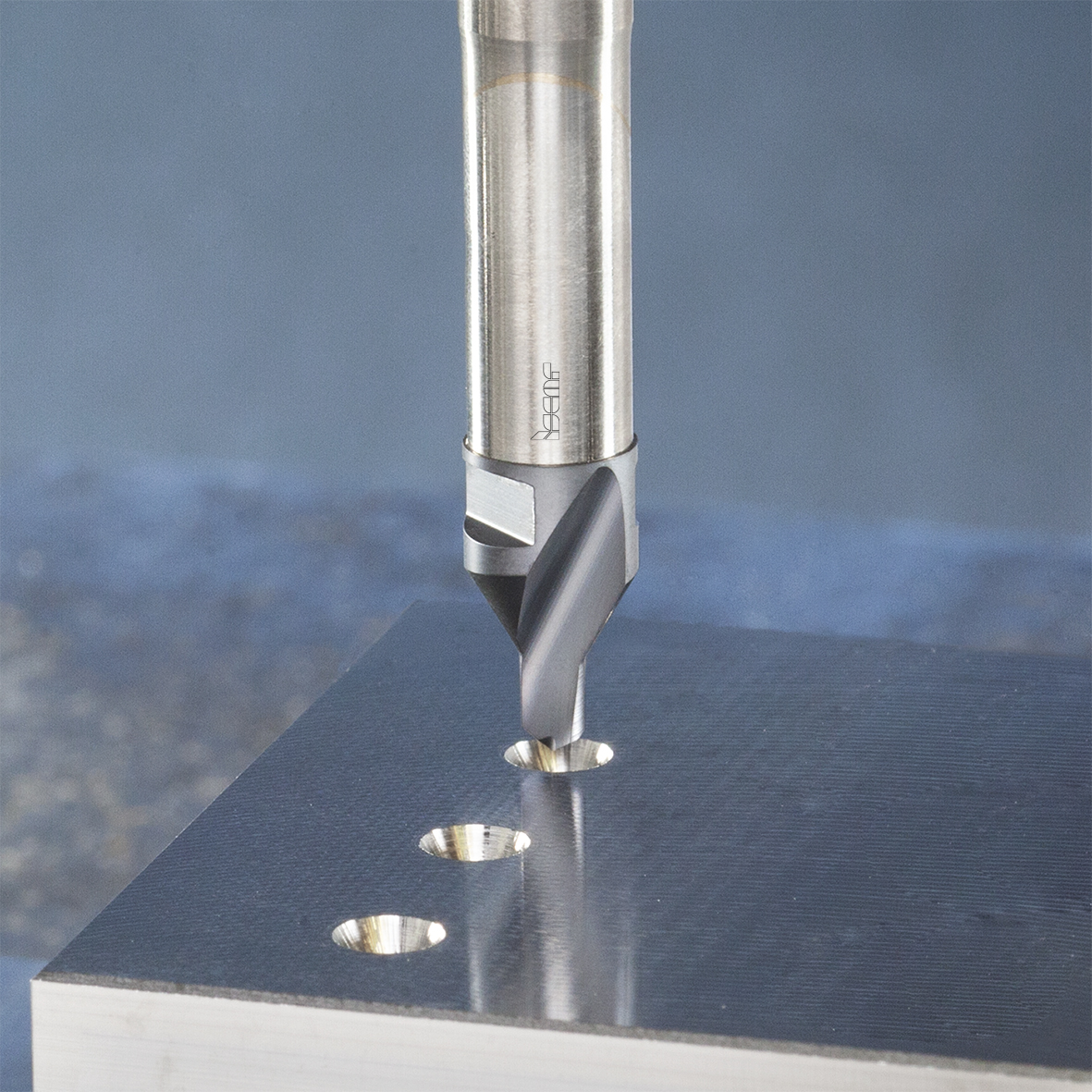
钻中心孔是最常见的孔加工工艺之一。用于此工艺的常用刀具即中心钻。高速钢双头中心钻曾是低使用成本的刀具形式之一。伊斯卡MULTI-MASTER的新型中心钻即使在严苛的加工条件下,依然能够给出更高的刀具寿命和加工效率,因此赢得了广泛的认可。数控点钻也是常用刀具之一。这类刀具的钻深通常很小,主要用于CNC机床加工预钻孔,以取代钻套的使用。加工浅孔,MULTI-MASTER NC点钻也极具优势。钻尖的窄横刃设计可以防止钻头在加工中跑偏。此外,90°钻尖角的设计也可用于孔口倒角。
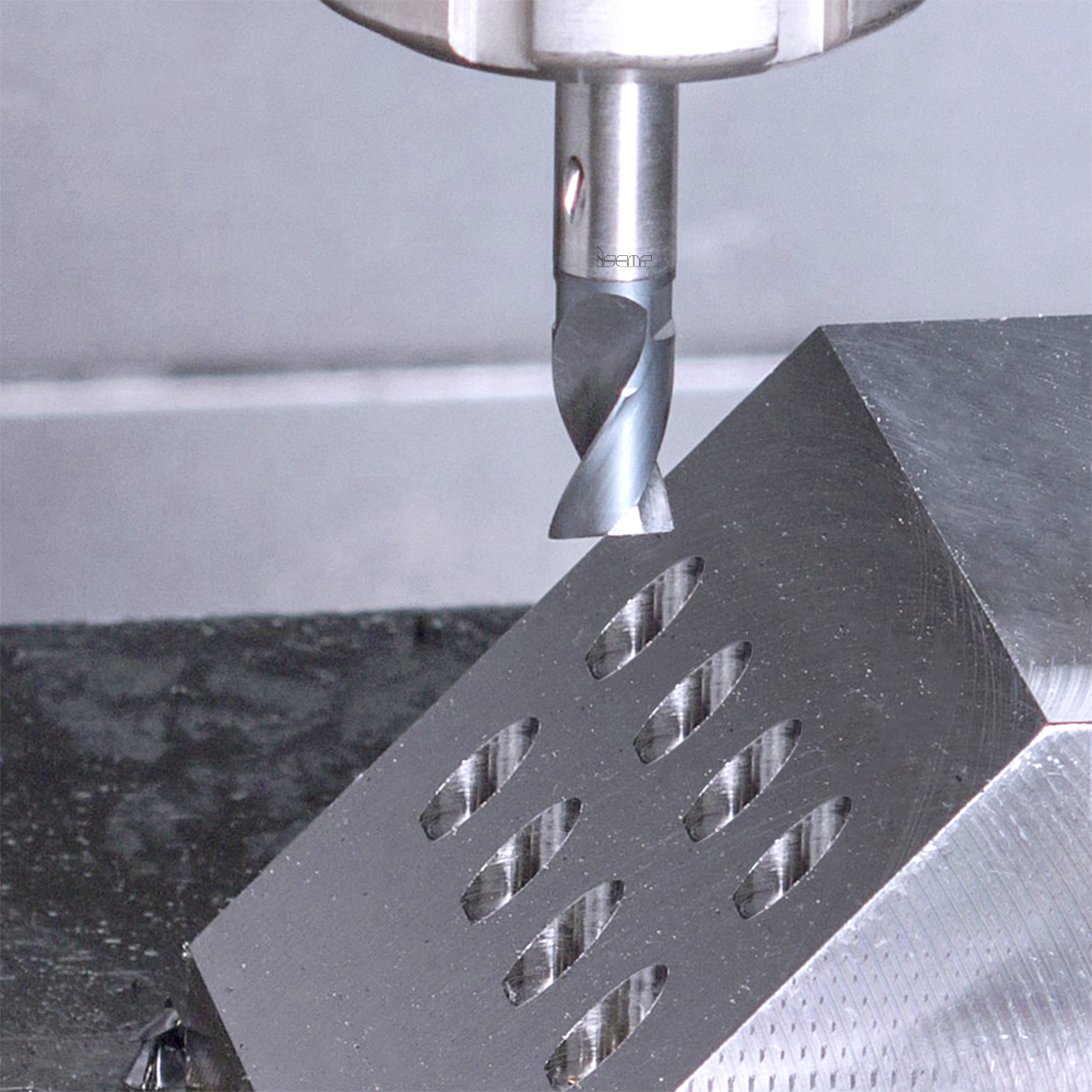
平底孔的加工在许多应用中也非常常见。如弹簧座圈孔,螺栓沉孔或垫圈孔。加工这类孔最简单的方式就是使用平底钻。MULTI-MASTER可以提供平底双刃钻刀头,加工长径比1.2XD以内。平底钻同样适用于斜面钻孔,可提供多种刃型以适应各类材料的加工。近十几年来,MULTI-MASTER快速扩展了其应用领域,开发了相应的高效孔加工刀具系列。至今MM刀头已多达40,000多种选择且已经不再局限于铣削产品线。在通过快换结构和最小化停机时间来实现伊斯卡孔加工“无需调整时间”这一理念的实践中,MULTI-MASTER钻头系列无疑提供了更多新的选择。